


<绵阳>云海旭金属材料有限公司

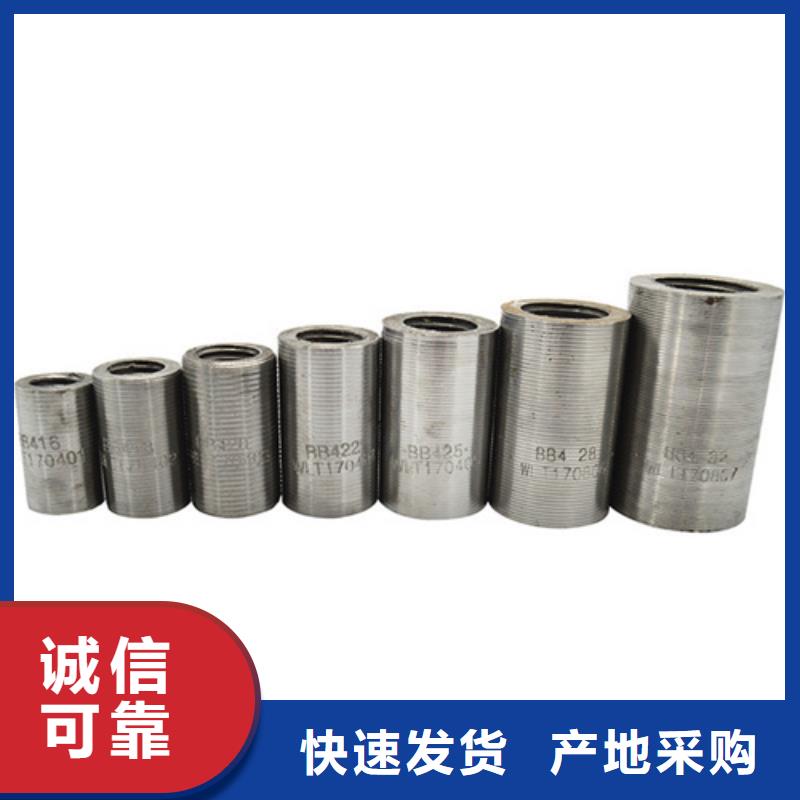
80年代末期,通过引进国外先进的机械连接技术,再加上我国一些科研院所的相关专家的不断努力,我国钢筋套筒机械连接技术得以发展迅速。机械连接经历了套筒冷挤压、锥螺纹,镦粗直螺纹直到目前滚轧直螺纹等不同的发展阶段,技术不断成熟稳定,成本也不断降低。新型钢筋连接套筒的优点有以下几个方面:1、不受钢筋的化学成分、人为因素、气候、电力等诸多因素的影响;2、无污染,符合环保要求、无明火操作施工安全可靠;3、适用范围广,适用于各种方位及同、异径钢筋的连接;4、强度高,质量稳定可靠;5、操作简单,施工速度快。
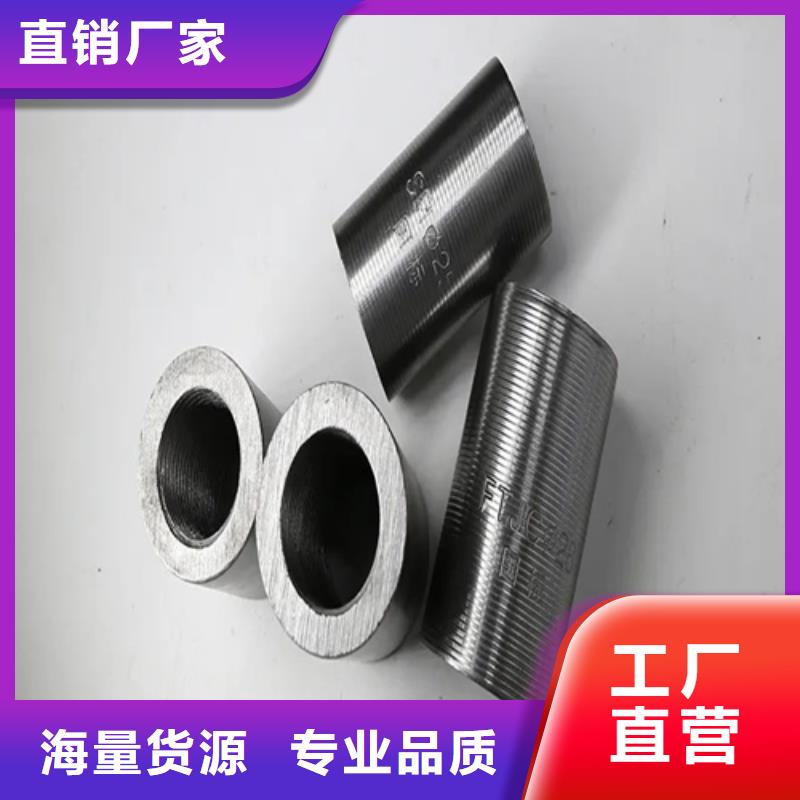
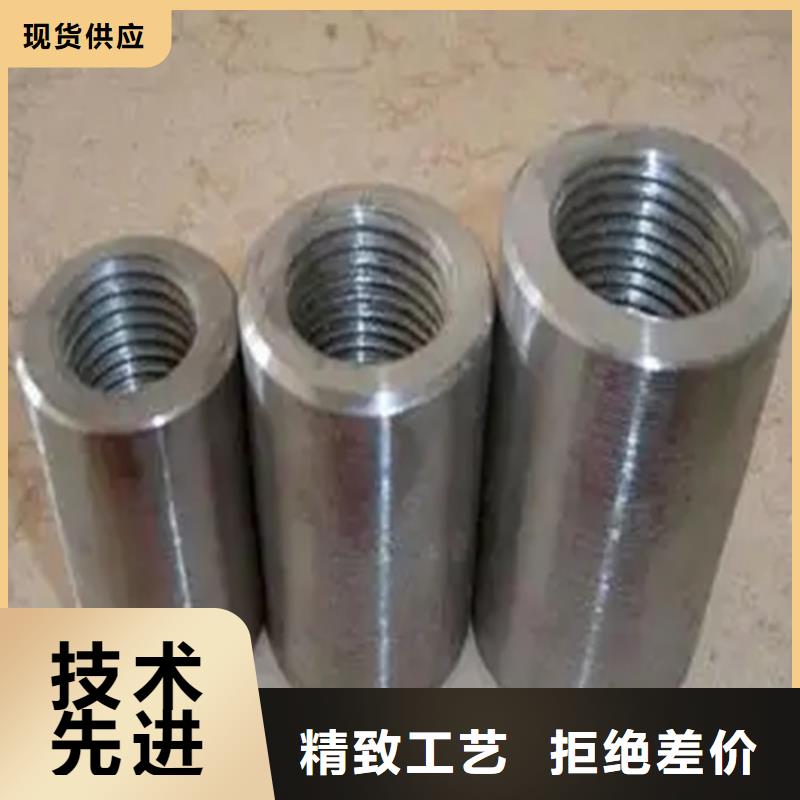
钢筋套筒直螺纹套筒的应用是非常多的,在工业生产设备中,是比较重要的零部件。那么,直螺纹套筒的连接要求都有什么?具体是怎么来操作的,由小编来为您讲解直螺纹套筒的技术操作要求是怎么流程?直螺纹套筒操作要点:1、钢筋下料要求端部平整,不得有马蹄形或挠曲,不得用气割下料,可现场用砂轮锯或无齿锯下料。2、加工钢筋螺纹时,应采用水溶性切削润滑液;不得用机油润滑液或不加润滑液套丝。3、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。合格者方可使用。4、加工的钢筋丝头的直径和长度应用螺纹量规检查,已检验合格的丝头,应戴上保护帽加以保护。标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度,且允许误差为+2P。5、钢筋规格与连接套筒的规格一致,钢筋螺纹的型式、螺距、螺纹外经应与连接套筒匹配。并确保钢筋连接套筒的丝扣干净、完好无损。6、连接钢筋时应对准轴线将钢筋拧入连接套筒,接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,两端外露丝扣不超过2个完整丝扣。7、为了防止接头漏拧,每个接头拧紧之后,一定要在接头上做红漆标记,不合格的做白色标记以便检查。8、接头拧紧需要采用力矩扳手,力矩值要求满足规范要求值。

钢筋套筒接头加工的技术是需要十分慎重的进程需要的,我们可以经过比较其他加工技术而言,钢筋接头的技术进程是十分慎重的。1、钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣选用砂轮切割机或其他专用堵截设备,制止气割。2、剥肋滚压螺纹:运用钢筋剥肋滚压直螺纹机将待联接钢筋的端头加工成螺纹。3、丝头质量查验:操作者对加工的丝头进行的质量查验。4、带帽保护:用专用的钢筋丝头保护帽或联接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样查验。6、存放待用:按规格型号及类型进行分类堆积。


